 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












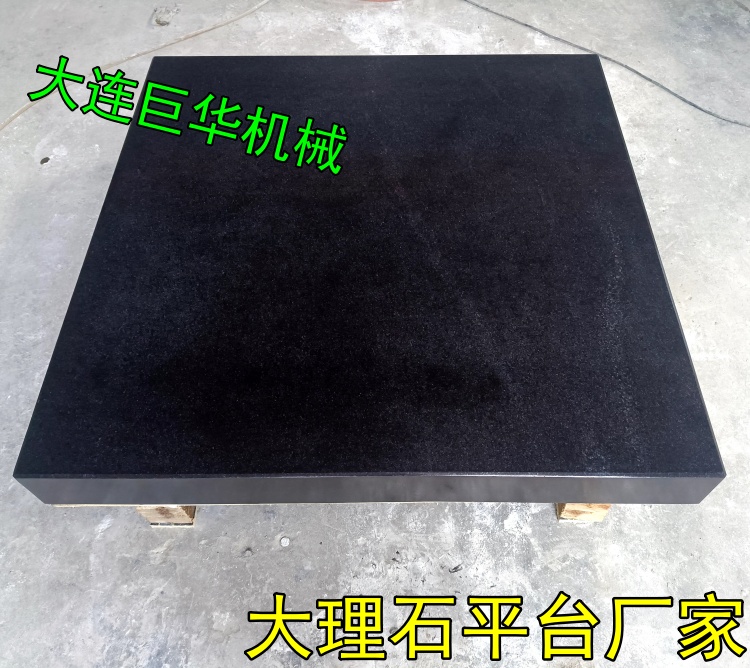
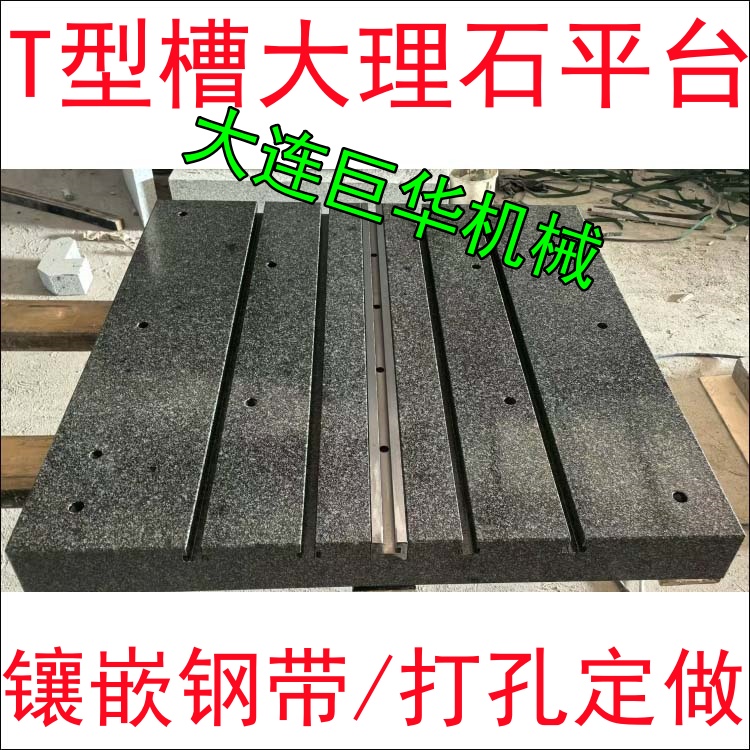
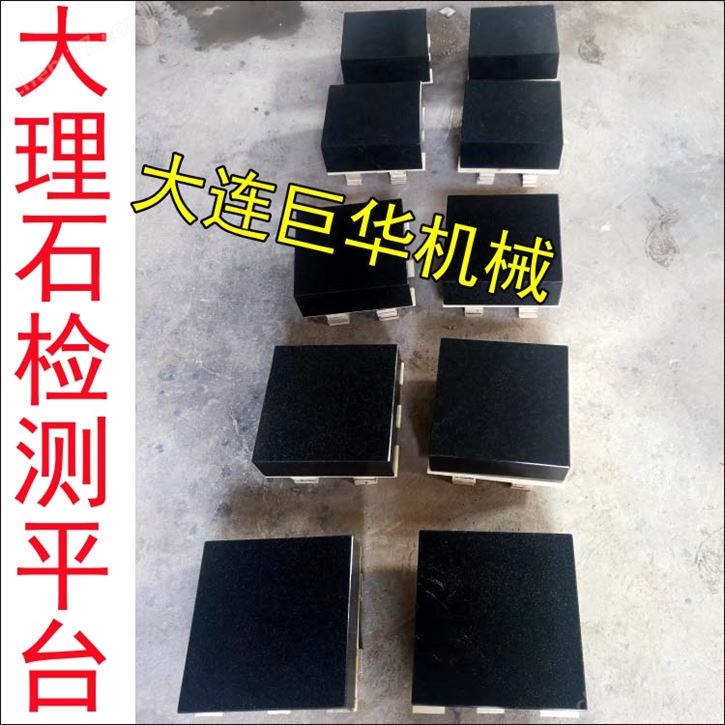
大理石平臺A0級_白麻花崗巖板_精密檢驗大理石平板介紹~生產廠家加工銷售,精度00級保證;深圳,東莞,廣州,廈門,寧波,蘇州,北京,上海,惠州,佛山,無錫,珠海,中山,杭州,青島,嘉興,武漢,南京,常州,天津,沈陽,成都,重慶,鄭州,福州,溫州,臨沂,金華,永康,江陰,太倉,蘇州,無錫,臺州,嘉興,青島,北京,福州,佛山,東莞,惠州,西安,鄭州,武漢,天津,臨沂,濟南,廈門,上海,鎮江,徐州,鹽城,南通,常州,連云港,安陽,貴陽,南昌,成都,重慶,肇慶,廣州,南京,昆山,昆明,無錫,寧波,綿陽,沈陽,紹興,杭州大理石平臺定做;
大理石平臺達到A0級精度(通常指高平面度與穩定性的精度等級,接近或優于0級標準)需要綜合材料選擇、加工工藝、環境控制、檢測校準及維護保養等多方面措施。以下是具體方法:
一、材料選擇與預處理
優選天然花崗巖
選擇密度高、質地均勻、無裂紋和雜質的天然花崗巖(如濟南青、泰山青),其熱膨脹系數低、抗變形能力強,適合高精度加工。
避免使用大理石(如漢白玉),因其硬度較低、易吸水變形,不適合精密平臺。
材料預處理
自然時效:將毛坯料露天放置1-2年,消除內部應力,減少后續加工中的變形。
人工時效:通過加熱至200-300℃后緩慢冷卻,進一步穩定材料結構。
二、精密加工工藝
粗加工階段
銑削:使用數控銑床去除毛坯多余部分,預留0.5-1mm的精加工余量。
粗磨:用金剛石砂輪(粒度80-120目)進行初步平面磨削,控制表面粗糙度Ra≤3.2μm。
精加工階段
半精磨:換用粒度240-320目的砂輪,進一步降低表面粗糙度至Ra≤1.6μm,同時修正平面度誤差至≤10μm。
精磨:采用粒度600-800目的砂輪,結合恒壓力磨削技術,將平面度誤差控制在≤5μm,表面粗糙度Ra≤0.8μm。
超精密加工(關鍵步驟)
手工研磨:使用氧化鋁或碳化硼研磨膏,配合鑄鐵研磨盤,通過“8”字形研磨軌跡消除局部高點,將平面度誤差降至≤2μm。
拋光:用羊毛氈拋光輪和鉆石拋光膏進行最終拋光,表面粗糙度可達Ra≤0.1μm,同時減少光反射干擾檢測。
三、環境控制與加工參數優化
恒溫恒濕車間
溫度控制在20±0.5℃,濕度40%-60%,避免熱脹冷縮導致平臺變形。
加工設備(如磨床)需安裝在防震地基上,隔離外部振動。
加工參數優化
砂輪轉速:根據材料硬度調整(如花崗巖建議1000-1500rpm),避免過熱引起局部燒傷。
進給速度:精磨階段控制在5-10mm/min,確保磨削均勻。
冷卻液:使用水溶性切削液,及時帶走磨削熱和碎屑,防止劃傷表面。
四、高精度檢測與校準
平面度檢測
電子水平儀:分辨率達0.1μm,沿平臺對角線、中心線等關鍵路徑測量,生成平面度誤差圖。
激光干涉儀:通過激光束反射檢測微小位移,精度可達0.01μm,適用于超精密平臺校準。
自準直儀:結合光學平晶,檢測平臺局部平面度偏差。
動態補償技術
根據檢測數據,通過數控磨床的在線補償功能,對誤差較大區域進行局部返修。
五、維護與保養
定期校準
每6個月使用激光干涉儀或電子水平儀復檢平面度,記錄變形趨勢。
對長期使用導致磨損的平臺,可重新研磨恢復精度。
使用規范
避免重物沖擊或局部超載,防止平臺產生塑性變形。
清潔時使用無塵布和酒精,避免腐蝕性液體接觸。
存儲環境
長期存放時,平臺需水平放置,表面覆蓋防塵罩,溫度濕度與加工環境一致。

免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。


 采購中心
采購中心