 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












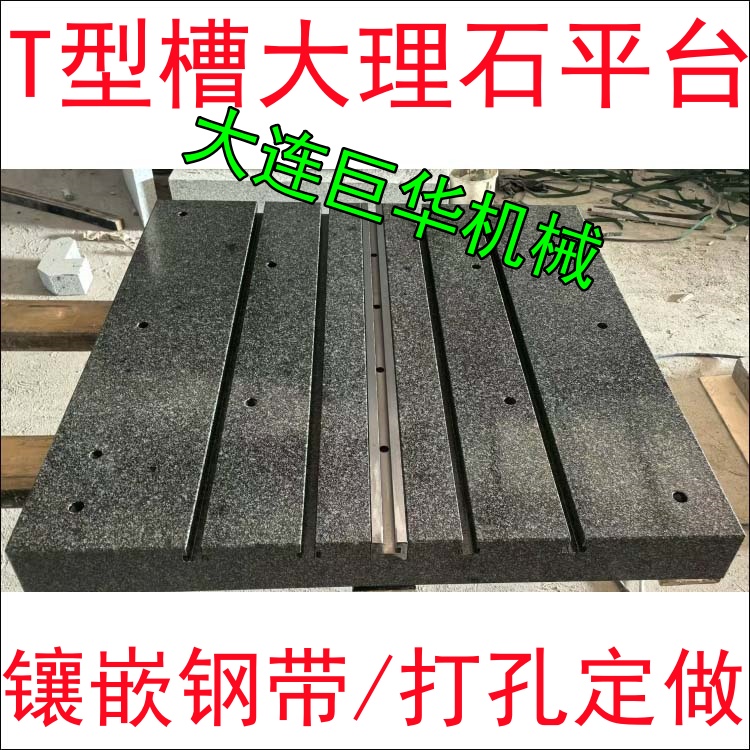
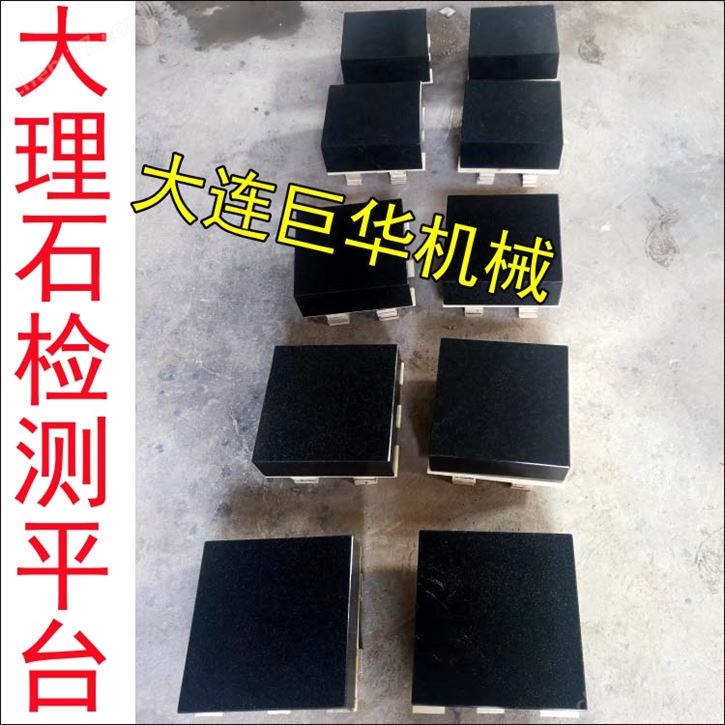
20秒介紹一下大理石平臺上面T型槽如何加工?生產廠家加工銷售T型槽大理石平臺,精度00級保證;深圳、東莞、惠州、常州、杭州、昆山、南京、寧波、無錫、廣州、北京、天津、上海、武漢、珠海、江門、中山、成都、重慶、南通、廈門、無錫、泰州、蘇州、佛山、金華、青島、溫州、徐州、福州、揚州、衢州、鎮江、余姚、鹽城、鎮江、西安、鄭州、長沙、宜昌、寶雞、濟南、威海、煙臺、綿陽、洛陽、哈爾濱、長春、鞍山、營口、沈陽、大連、太原、九江、宜春、南昌、合肥、蕪湖、滁州、泉州、大同、錦州、十堰、湖州、撫順、本溪、紹興、濰坊大理石工作臺定做;
大理石平臺上開 T 型槽是可以加工的,但加工難度和成本都比鑄鐵平臺高,主要原因如下:
一、材料特性決定了加工難度
- 硬度高:大理石(如濟南青、花崗巖)的硬度在肖氏硬度 Hs70 以上,遠高于鑄鐵,導致切削阻力大,刀具磨損快。
- 脆性大:大理石屬于脆性材料,容易崩邊、崩角,加工時容易產生裂紋或崩裂,尤其在 T 型槽的直角拐角處。
- 不能承受沖擊:加工過程中不能使用重切削或沖擊力大的加工方式,否則容易造成整塊平臺損壞。
二、加工方式與工藝的特殊性
- 不能采用常規鑄鐵加工方式:
- 鑄鐵 T 型槽通常采用刨床或銑床切削,效率高,刀具成本低。
- 大理石不能使用常規刀具切削,需要使用金剛石砂輪或金剛石刀具進行磨削或銑削,加工效率低,成本高。
- 加工步驟復雜:
1. 劃線定位:在大理石平臺上精確劃線定位。
2. 粗加工:使用金剛石砂輪磨削出直角槽(T 型槽的垂直部分)。
3. 精加工:再使用專用金剛石刀具或砂輪,逐步加工出 T 型槽的橫向凹槽。
4. 倒角處理:槽口邊緣需進行倒角處理,防止崩邊。
5. 手工修整:由于脆性大,最后階段往往需手工精細修整,避免機械加工造成的崩裂。
三、實際加工難度評估
加工難度因素鑄鐵平臺大理石平臺
材料硬度較低(HB170-220)很高(Hs70+)
刀具選擇普通合金刀具金剛石砂輪或刀具
加工效率高低
崩邊風險低高
成本低高
四、實際應用中的解決方案
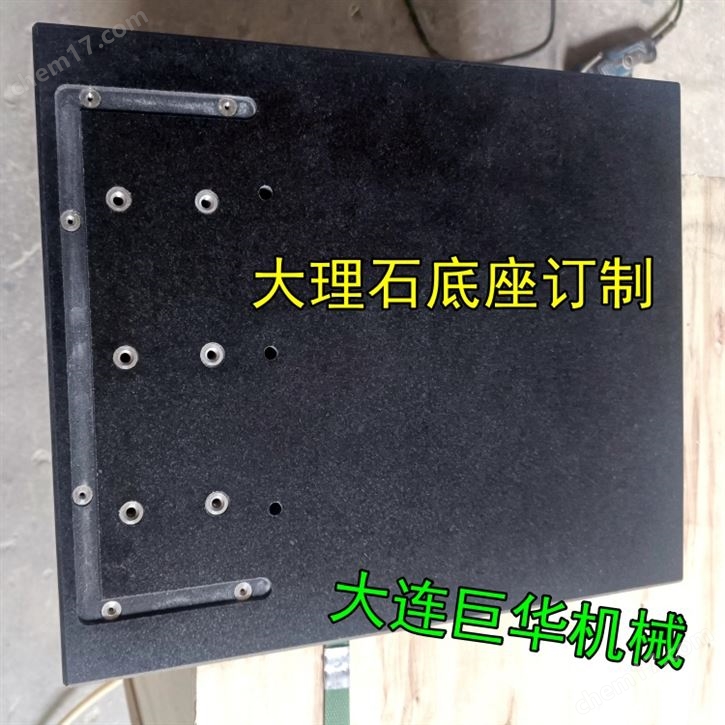
- 預埋金屬件:在大理石平臺制造過程中,預先嵌入不銹鋼或鋁合金的 T 型槽組件,避免后期直接在石材上開槽,這是一種較為常見且可靠的解決方案。
- 定制加工:大理石 T 型槽平臺通常屬于非標定制產品,加工前需與廠家明確槽的尺寸、數量、精度要求,甚至是否需要鑲嵌金屬條。
五、結論與建議
- 加工可行性:大理石平臺開 T 型槽是可行的,但難度明顯高于鑄鐵平臺,需謹慎評估成本與風險。
- 推薦方案:
- 若對精度要求高,且必須使用大理石平臺,建議采用預埋金屬 T 型槽的方式,避免直接在石材上開槽。
- 若對精度要求一般,建議優先考慮鑄鐵或鑄鋼平臺,加工 T 型槽更為經濟高效。
綜上所述,大理石平臺加工 T 型槽并非易事,需綜合考慮材料特性、加工成本、風險因素及實際需求,謹慎選擇加工方式。



免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。


 采購中心
采購中心