 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號











AlMg/6082 異種鋁合金脈沖 MIG 焊縫微觀組織特征和力學性能

引言
鋁合金是汽車輕量化的理想材料,分為鑄造鋁合金(如 AlMg、AlSi)和變形鋁合金(如 6082)。由于車身結構復雜,需對鋁型材與鑄件進行異種焊接。激光焊設備昂貴,攪拌摩擦焊速度受限,MIG 焊在復雜結構中更具優勢。本研究采用脈沖 MIG 焊連接 6082-T6 與 AlMg 鑄鋁,分析接頭組織與性能,為異種鋁合金焊接質量提升提供依據。
1 實驗
1.1 實驗材料
- 母材:6082-T6 鋁合金型材(2 mm)、AlMg 鑄鋁
- 焊絲:ER5356,直徑 1.2 mm
- 化學成分與力學性能略(見原表1、表2)
1.2 實驗方法
- 設備:Fronius TPS500i 焊機 + FANUC-M10iA 機器人
- 工藝參數:電流 110–150 A,電壓 18.1–20.4 V,焊接速度 40–80 cm/min,Ar 保護
- 試板處理:酒精除油,鋼絲刷去氧化膜
- 溫度監測:K型熱電偶 + NI 9216 記錄熱循環
- 組織觀察:蔡司金相顯微鏡,腐蝕液 5% HBF?
- 硬度測試:維氏硬度計,載荷 9.8 N,間隔 0.5 mm
- 拉伸/彎曲:INSTRON 3302,拉伸 5 mm/min,彎曲 10 mm/min,180°彎曲
- 斷口觀察:EVO MA10 掃描電鏡
2 結果與分析
2.1 力學性能
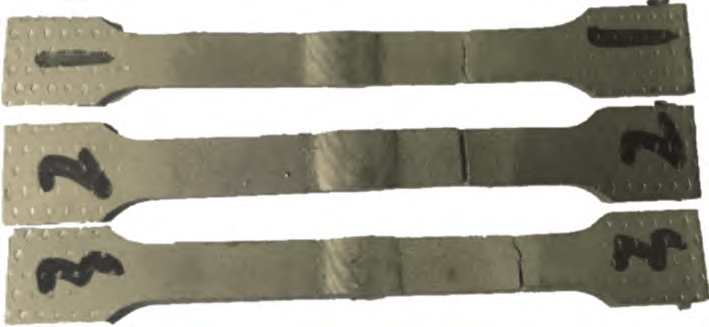
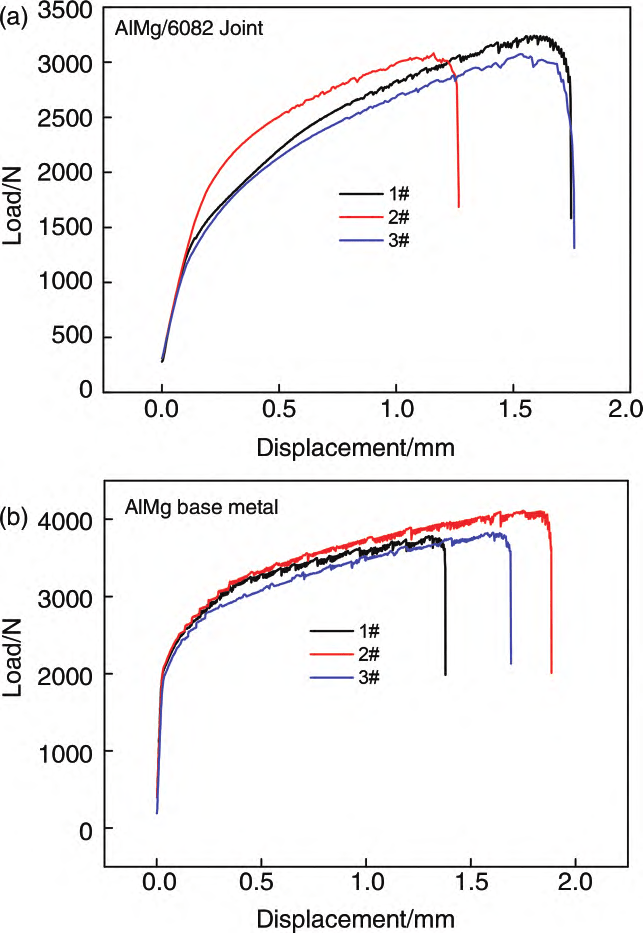
- 拉伸斷裂位于 AlMg 母材,最大載荷 3 235 N(母材 3 785 N 的 85.5%),伸長率 8.2%(高于母材 5.8%),焊接系數 0.8
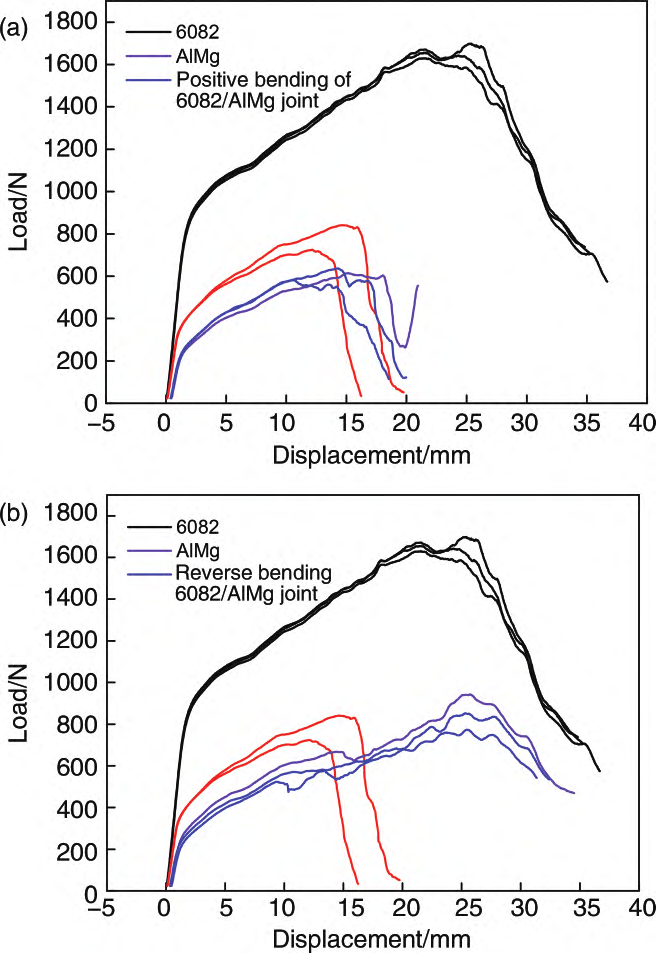
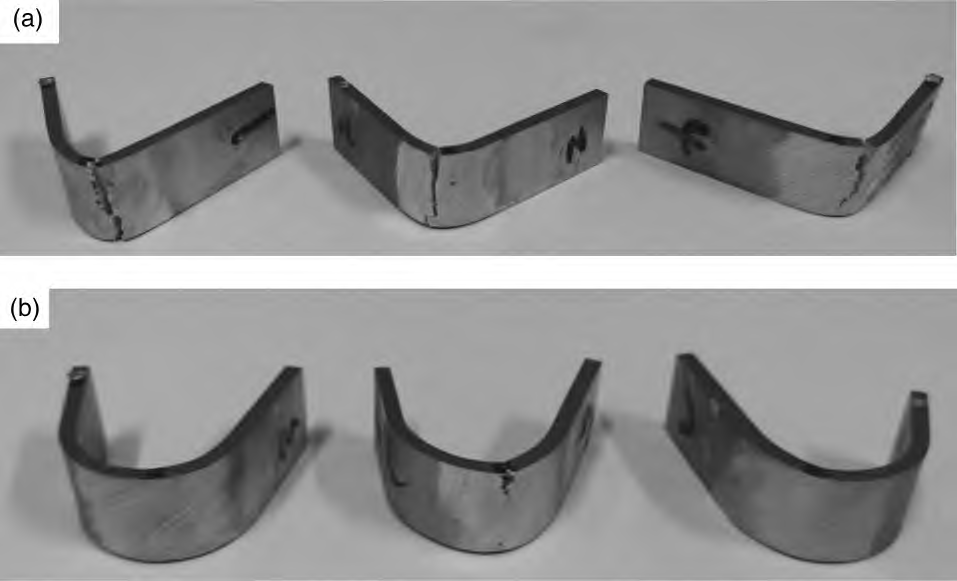
- 彎曲結果:正彎 640 N/15 mm 時開裂;背彎 850 N/30 mm 未裂;母材 6082-T6 未裂,AlMg 開裂
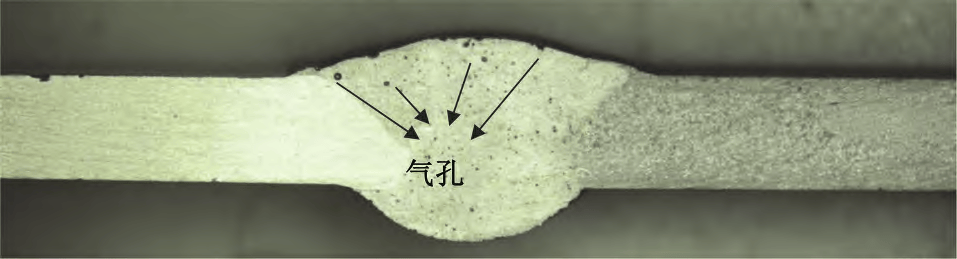
- 焊縫存在少量氣孔,背彎性能優于正彎
2.2 硬度分布
- 6082-T6 側:母材 105 HV;距焊縫 8 mm 處 71 HV(下降 32%);2–6 mm 為固溶淬火區,7–8 mm 為過時效區
- AlMg 側:母材 83 HV; 77 HV(下降 7%),熱影響區窄,軟化不明顯
- 遠離焊縫硬度回升至母材水平
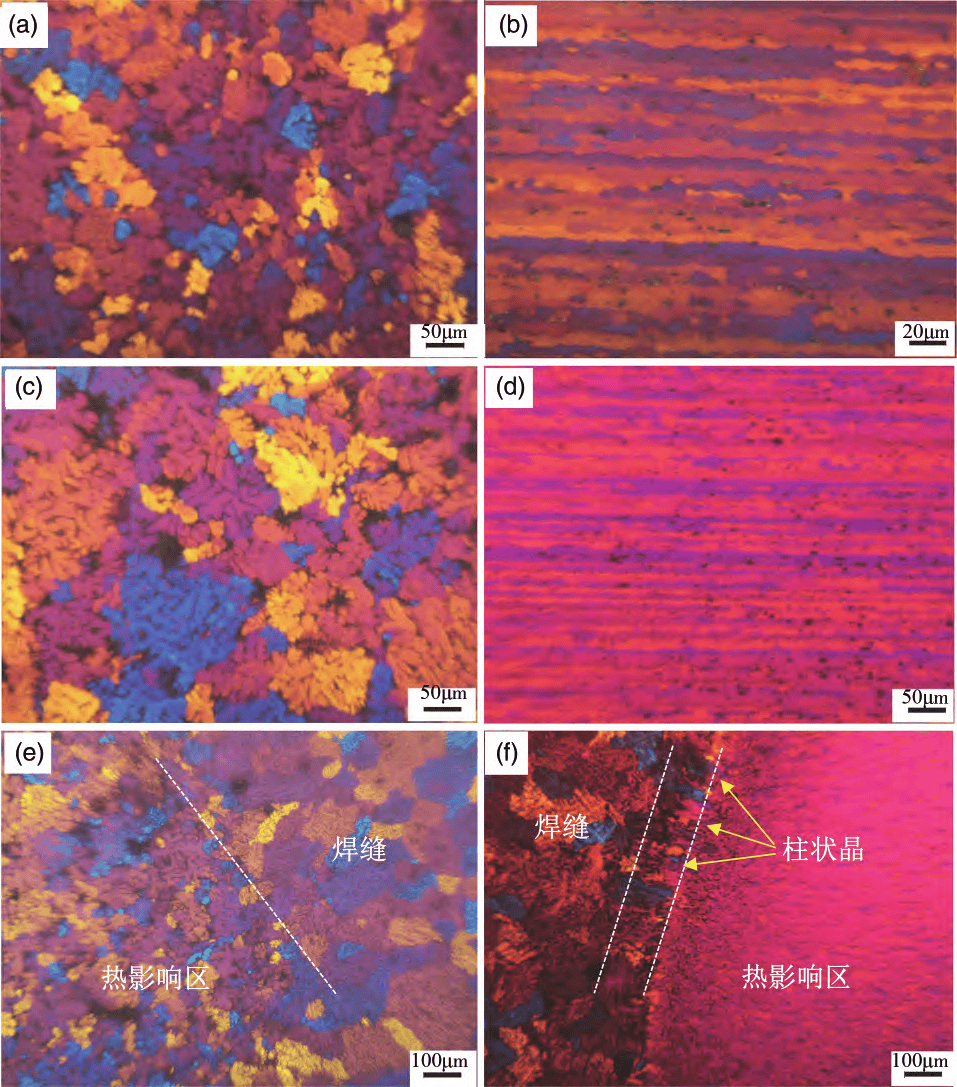
2.3 顯微組織
- AlMg 母材:等軸晶,7 μm
- 6082 母材:纖維狀擠壓組織
- AlMg 熱影響區:晶粒長大至 10 μm(+42.8%)
- 6082 熱影響區:纖維狀晶粒,因高熱導率晶粒更細
- 焊縫:等軸晶鑄態組織,80 μm;熔合線清晰,6082 側呈柱狀晶外延生長
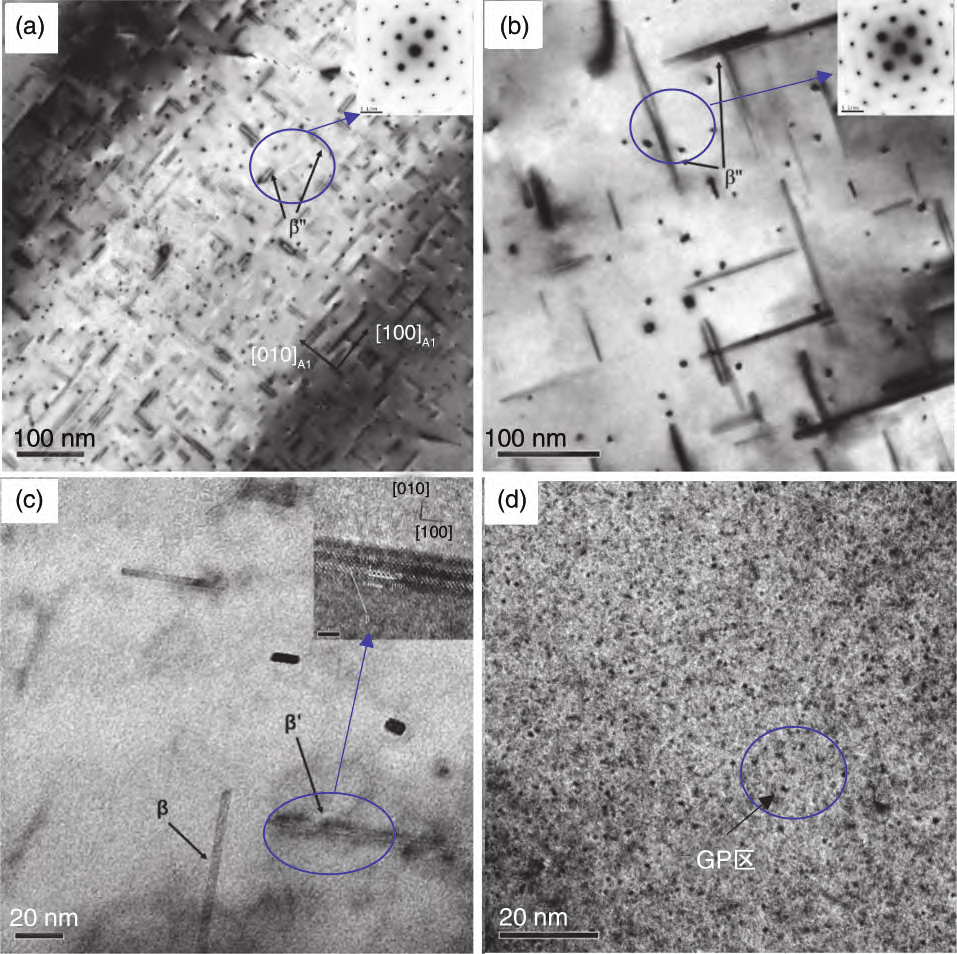
2.4 微區析出相演變(TEM)
- 6082 母材:高密度細小 β″相
- 過時效區:β″相減少,β′相粗大,硬度下降
- 固溶淬火區:β″溶解,低密度 β′/β 相
- 熔合區:析出相溶解,形成高密度球形 GP 區,硬度回升
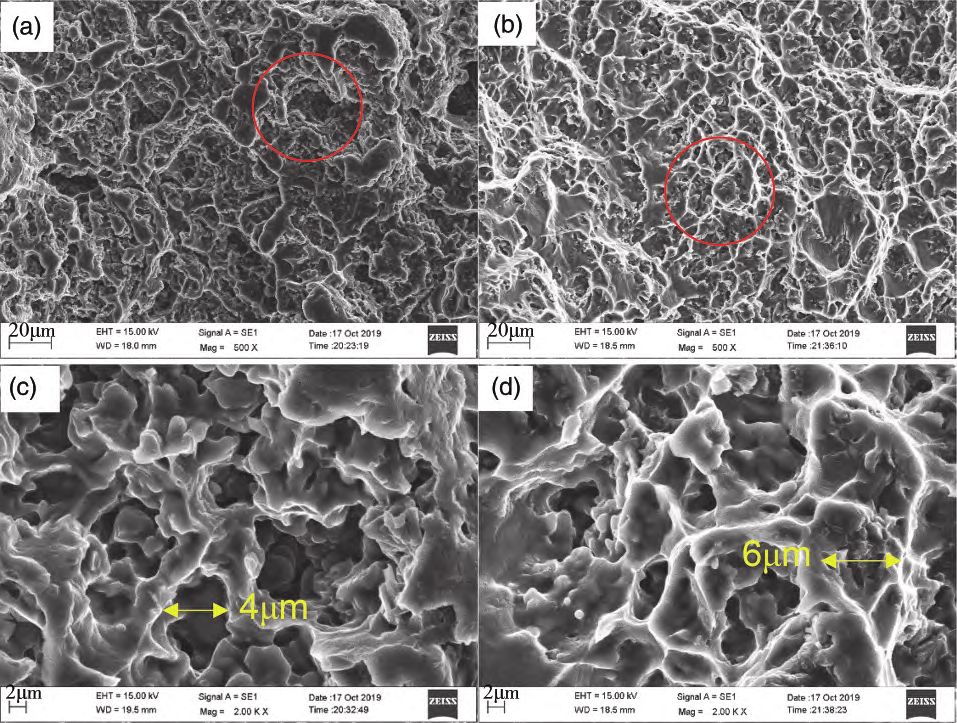
2.5 拉伸斷口形貌
- AlMg 母材斷口:細小等軸韌窩(4 μm),韌性斷裂
- AlMg 熱影響區:韌窩更大(6 μm),韌性良好,先斷裂于母材
3 結論
1. 接頭承載 85.5% AlMg 母材,伸長率 8.2%,焊接系數 0.8,性能良好;但正彎因氣孔開裂。
2. AlMg 側熱影響區硬度下降 7%,無明顯軟化;6082 側下降 32%,因 β″→β′相變。
3. AlMg 晶粒由 7 μm 長大至 10 μm;焊縫為 80 μm 等軸晶;6082 側為纖維狀晶粒。
4. 斷裂發生在 AlMg 母材,斷口韌窩特征明顯,整體韌性優異。




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。


 采購中心
采購中心